SPANDEX OR ELASTANE FIBRE:
Elastane fibre is known by its favourite trade names.
Lycra and Dorlastan are some famous and popular brands of elastane.
The most significant characteristic of the elastane fibre is its great elastic recovery.
It has more tearing strength and durability in comparison to natural rubber.
The load-bearing capacity of elastane fibre is 2-3 times greater than natural rubber, at a third of the weight.
Elastane is used in all products in which a high degree of permanent elasticity is needed.
When it is stretched, it always returns to its original form.
Thus the elastane fibre is mostly preferred for fashionable or active apparel which is intended to cling to the body, while at the same time remaining comfortable.
Spandex or elastane is a synthetic fibre. It is a polyurethane - polyurea copolymer.
It was invented in the year 1959 by chemists C. L. Sandquist and Joseph Shivers at DuPont’s.
When it was first time introduced in the world textile market, its launch brought a revolution in many areas of the clothing industry.
The “spandex” is the preferred name in North America.
In continental Europe, it is popular by name of “elastane”.
Brand names for spandex or elastane include Lycra (made by Koch subsidiary Invista, previously a part of DuPont), Elaspan (also Invista), Acepora (Taekwang), Creora (Hyosung), ROICA and Dorlastan (Asahi Kasei), Linel (Fillattice), and ESPA
ELASTANE FIBRE PRODUCTION:
The elastane fibre is produced in the following steps:
POLYMER PRODUCTION:
The process of polymer production gets completed in the following steps:
Addition polymerization:
When the two kinds of pre-polymers are put together in a reaction vessel, these pre-polymers react with each other to form the spandex or elastane polymer.
In this reaction, the hydroxyl(-OH) groups present on the macroglycols react with the isocyanates.
The polymerization reaction takes place and a long chain of polymer is generated.
This reaction is called “addition polymerization”. This reaction is carried out in the presence of a catalyst such as diazobicyclo (2.2.2) octane.
This catalyst helps to initialize the reaction. “Other low molecular weight amines are also added to maintain the molecular weight of the polymer”.
Stabilization:
Since the heat, ultra-violet radiation, atmospheric contaminants due to pollution, and chlorine can damage the elastane polymer, therefore some stabilizers are added to improve these demerits of the polymer.
Antioxidizing agents are one type of stabilizer.
Different antioxidizing agents are used including monomeric and polymeric hindered phenols.
For improving the demerit of degradation against ultraviolet (UV) radiation hydroxybenzotriazoles is added to the polymer.
For improvement of atmospheric polluting chemicals effect, which results in the form of change of colour, some compounds are added to the polymer.
These are typically compounded with tertiary amine functionality, which can interact with the oxides of nitrogen in air pollution.
Since elastane is often used for swimwear, therefore the antimildew agent is also added to the polymer.
Colouration:
When they are first produced, spandex fibres are white. Therefore, colourants are added to improve their aesthetic appearance.
Dispersed and acid dyes are typically used. If the spandex fibres are interwoven with other fibres such as nylon or polyester, special dying methods are required.
PRODUCTION OF ELASTANE OR SPANDEX FIBRE:
Spandex fibres are produced in four different methods including melt extrusion, reaction spinning, solution dry spinning, and solution wet spinning.
Since solution dry spinning is used to produce over 90% of the world’s spandex fibres, the production process of solution dry spinning completes in the following steps:
Solution dry spinning method:
The production process of solution dry spinning completes in the following steps:
Polymer solution preparation:
In dry spinning fibre production, the prepolymer is further reacted with an equal amount of diamine.
This is known as the “addition polymerization” reaction.
The resulting solution after polymerisation is diluted with a solvent to produce the spinning solution.
The solvent helps make the solution thinner and more easily handled. Now polymer solution is ready for spinning.
Fibre formation:
The spinning solution is pumped into a cylindrical spinning unit where it is cured and converted into fibres.
In this unit, the polymer solution is passed through a metal plate, called a spinneret, which has thin holes throughout it.
Strands of liquid polymer come out from the thin holes of the spinneret.
As the strands pass through the unit, these strands of liquid polymer are heated in the presence of a nitrogen and solvent gas.
These conditions cause the liquid polymer to chemically react and form solid strands.
Bundling and twisting:
As the fibres exit the spinning unit, a specific amount of the solid strands are grouped together to produce the required thickness.
This is done with the help of a compressed air device that twists the fibres together.
In reality, each fibre of spandex is made up of many smaller individual fibres that adhere to one another due to the natural stickiness of their surface.
Final processing:
The fibres are then treated with an anti-sticking agent such as magnesium stearate or another polymer poly (dimethyl-siloxane).
These anti-sticking agents stop the fibres from sticking together and help in textile manufacture.
After this treatment, the fibres are wound through a series of rollers onto a spool.
The windup speed of the entire process can be anywhere from 300-500 miles (482.7-804.5 km) per minute depending on the thickness of the fibres.
When the spools are filled with fibres, they are put into final packaging and sent to textile manufacturers and other customers. Here, the fibres may be woven with other fibres such as cotton or nylon to produce the fabric that is used in clothing manufacture.
This fabric can also be dyed to produce the desired colour.

(Production flow chart of elastane fibre)
PHYSICAL PROPERTIES OF ELASTANE OR SPANDEX FIBRE:


CHEMICAL PROPERTIES: OF ELASTANE FIBRE:


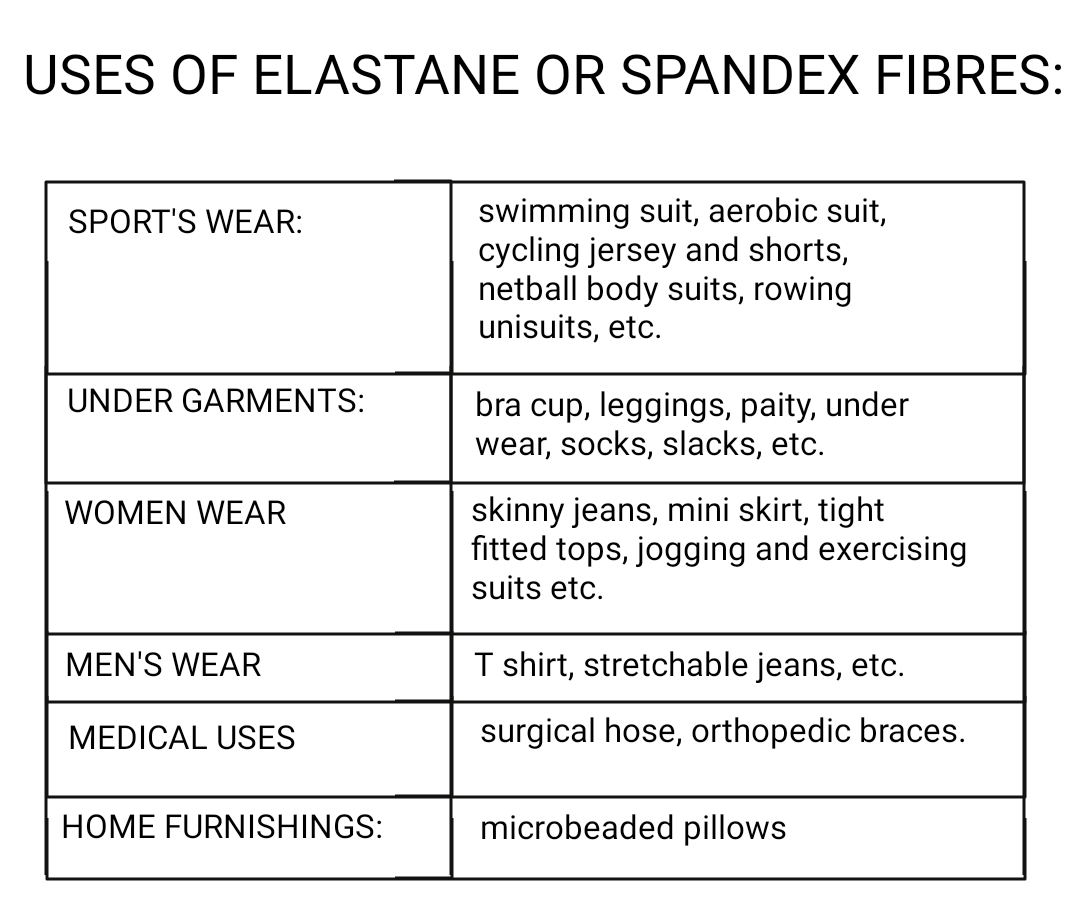
USES OF ELASTANE OR SPANDEX FIBRES:

ABILITY TO BLEND WITH NATURAL AND SYNTHETIC FIBRES:
There are two methods of blending elastane fibre with other natural or man-made fibre.
In the first method of blending elastane filament or yarn is wrapped around the non-elastic yarn either natural or man-made.
The resulting yarn has the appearance and feel of the outer fibre used.
The second method, pure elastane yarn is used, which is worked or woven into fabrics made of other fibres.
“The elasticity is added to fabrics in this way”. Such types of fabrics provide good comforts to wear. The blending of fibres with elastane depend on the type of fabric and the end-use.
Please click on the below video link to watch the full article in Hindi:
You may also be interested in the following articles:
Polyester fibre production process
Production process of nylon 66
Soy protein fibre ( a renewable fibre
Polyester fibre production process
Production process of nylon 66
Soy protein fibre ( a renewable fibre





Sir,Nice information, please also share article on how to make spandex fabric for shirt and bottom wear, How to achieve target physical properties, width and density. From Fabric Analysis to Fabric Finishing stage.
ReplyDelete