ओपन एंड यार्न स्पिनिंग प्रोसेस (रोटर कताई प्रक्रिया)
ओपन एंड स्पिनिंग सिस्टम:
* ओपन एंड स्पिनिंग सिस्टम में यार्न स्पिनिंग लागत तुलनात्मक रूप से कम होती है।
* चूंकि इस यार्न निर्माण प्रक्रिया में कई प्रक्रियाएं बायपास हो जाती हैं या ये भी कह सकते हैं की कई प्रोसेसेज का प्रयोग इस विधि में नहीं होता है जिससे उत्पादन की लागत व्यापक रूप से कम हो जाती है।
* दूसरी बात ओपन-एंड कताई विधि में प्राप्त पैकेज का आकार होता है। इस कताई विधि में बड़े आकार का पैकेज प्राप्त होता है। इसे बड़ा करने की कोई जरूरत नहीं हैऔर यार्न वाइंडिंग प्रोसेस के आवश्यकता नहीं पड़ती है l इस प्रकार उत्पादन की लागत कम हो जाती है।
* यह कताई विधि मोटे धागों के स्पिनिंग के लिए बहुत उपयोगी होती है।
* ओपन एन्ड यार्न में कम तन्यता ताकत होती है, क्योंकि यार्न में फाइबर समानांतरीकरण की डिग्री कम होती है।
* रिंग-स्पिनिंग विधि की तुलना में इस विधि की उत्पादकता अधिक होती है।
रोटर स्पिनिंग सिस्टम:

ओपन-एंड यार्न निर्माण उद्योग में ओपन एंड स्पिनिंग सिस्टम सबसे व्यापक रूप से उपयोग की जाने वाली प्रणाली है। एक कुशल कताई विधि के लिए इसमें सभी आवश्यक विशेषताएं होती हैं। ओपन-एंड कताई की कुछ सीमाएँ हैं। यह महीन काउंट के सूत की कताई के लिए उपयुक्त नहीं होती है। इस प्रक्रिया में ओपन एन्ड यार्न में अधिक बुल्किनेस होती है। इस विधि में यार्न के अंदर हाई ट्विस्ट मल्टीप्लायर का प्रयोग किया जाता है।
ओपन एंड यार्न में अच्छा घर्षण प्रतिरोध होता है। रोटर कताई में उत्पन्न होने वाले ओपन-एंड यार्न का यह विशेष चरित्र होता है। ओपन एंड यार्न में यार्न की सतह के चारों ओर लिपटे फाइबर होते हैं। ओपन एंड यार्न में फाइबर की एक पतली बाहरी परत भी होती है जिसमें शायद ही कोई ट्विस्ट होता है या यहां तक कि विपरीत दिशा में भी ट्विस्ट होता है। रोटर के प्रत्येक रोटेशन के दौरान नए फाइबर पहले से ही अच्छी तरह से मुट्विस्ट हुए फाइबर स्ट्रैंड से जुड़ जाते हैं। इन देर से आने वाले फाइबर्स को वांछित ट्विस्ट स्तर का केवल एक अंश मात्र ही प्राप्त होता है। यदि यह लो ट्विस्ट फाल्स-ट्विस्ट से कम है, तो रेशे उल्टे दिशा में ट्विस्ट हो जाते हैं।

रोटर स्पिनिंग मशीन की संरचना और कार्य:
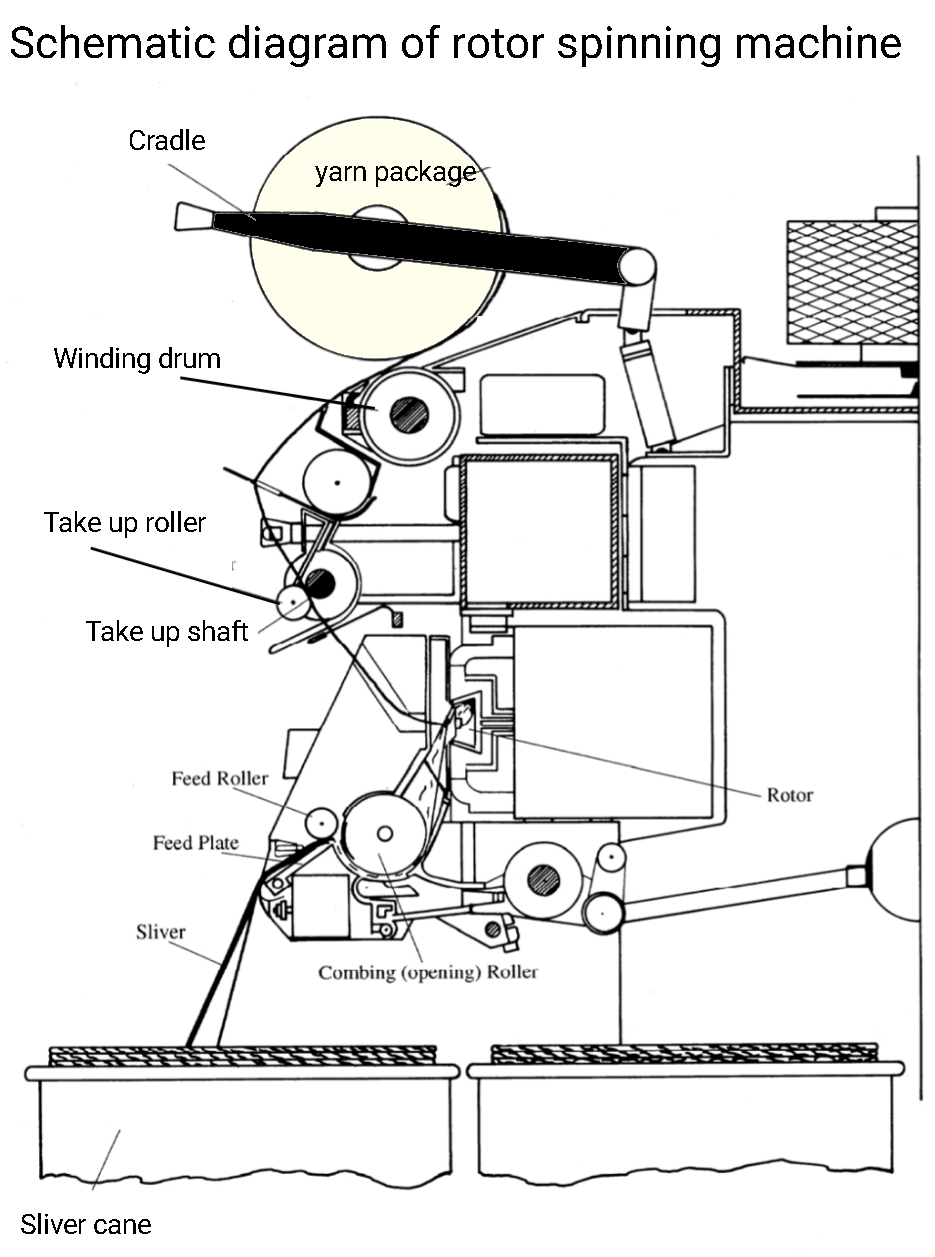
कार्डिंग या ड्राइंग फ्रेम से प्राप्त स्लाइडर का उपयोग ओपन-एंड कताई के लिए फ़ीड सामग्री के रूप में किया जाता है। रोटर स्पिनिंग की कार्यप्रणाली को निम्न चरणों में समझा जा सकता है:
स्लाइवर फीडिंग असेंबली:
फीडिंग सिस्टम का कार्य स्लाइवर को स्लाइवर कैन से फाइबर ओपनिंग असेंबली में पास करना होता है। सबसे पहले स्लाइवर गाइड के ऊपर से गुजरता है फिर फीड रोलर के ऊपर से पास होता है । फ़ीड रोलर सामग्री को फ़ीड टेबल पर ले जाता है। रोटेटिंग फीड रोलर स्लाइवर को पकड़ने में मदद करता है और इसे फीड टेबल पर ओपनिंग रोलर में आगे ले जाता है। फीड टेबल स्प्रिंग-लोडेड प्रेशर से लैस होती है जो फीड रोलर की ओर फीड स्लाइवर की मजबूत पकड़ सुनिश्चित करता है। यह असेंबली ऑटोमैटिक स्टॉप मोशन से लैस होती है। जब धागे का सिरा नीचे होता है, तो फीड क्लच को हटाकर स्लाइवर फीडिंग तुरंत बंद हो जाती है। फ़ीड रोलर भी घूमना बंद कर देता है। इसका कारण बनने वाली सिग्नल पल्स यार्न-सेंसिंग डिवाइस द्वारा उत्पन्न होती है जिसे थ्रेड मॉनिटर कहा जाता है।

फाइबर ओपनिंग सिस्टम:
चूंकि तंतुओं को एक साथ पकड़ने के लिए कार्ड या ड्राफ्रेम स्लाइवर में बहुत कम मात्रा में ट्विस्ट लगाया जाता है इसलिए तंतुओं को पूरी तरह से खोलने की आवश्यकता होती है । ओपनिंग क्रिया रोटर कताई मशीन में एक कोंब रोलर की मदद से की जाती है। यह रोलर आरी टूथ वायर क्लोथिंग से ढका होता है। जब स्लाइवर घूमने वाले कॉम्बिंग रोलर से होकर गुजरता है, तो फाइबर्स अलग-अलग खुल जाते है। ड्राफ्टिंग असेंबली में प्रवेश करने से पहले सामग्री का एक-एक फाइबर का अलग-अलग होना आवश्यक होता है।

फाइबर ड्राफ्टिंग ज़ोन:
ड्राफ्टिंग ज़ोन में, तंतु और अधिक खुल जाते हैं। रेशों को एक दूसरे के समानांतर किया जाता है। जब तंतु पूरी तरह से खुल जाते हैं, तो इन तंतुओं को एक परिवहन नली की सहायता से सक किया जाता है। इस ट्यूब में एक वायु धारा प्रवाहित होती है जो खुले हुए तंतुओं को घूर्णन रोटर तक ले जाती है। ये तंतु रोटर की भीतरी दीवार पर जमा हो जाते हैं। हवा का प्रवाह खंड में मुख्य वाहिनी द्वारा और फिर रोटर हाउसिंग में एक वैक्यूम के माध्यम से उत्पन्न होता है। एक केंद्रीय पंखे का उपयोग वैक्यूम बनाने के लिए किया जाता है। यह पंखा प्रत्येक रोटर हाउसिंग से छोटी नलिकाओं के माध्यम से सक्शन द्वारा हवा खींचता है। इस नकारात्मक दबाव को उत्पन्न करने की सुविधा के लिए, रोटर बॉक्स को यथासंभव भली भांति बंद करके सील किया जाता है । फाइबर चैनल में सक्शन करंट ओपनिंग रोलर की सतह से फाइबर को निकालने और रोटर में भेजने में मदद करता है। इस मूवमेंट के दौरान, फ़ीड ट्यूब के अभिसारी आकार के कारण हवा और तंतु दोनों में तेजी आती है। यह निप गर्त/ओपनिंग रोलर के बाद एक दूसरे ड्राफ्ट का प्रतिनिधित्व करता है और इसके परिणामस्वरूप तंतुओं को और अलग किया जाता है। इस वायु धारा में तंतु सीधे हो जाते हैं। रोटर की दीवार पर तंतुओं के आने पर तीसरा मसौदा तैयार होता है। चूंकि रोटर की परिधीय गति तंतुओं की गति से कई गुना अधिक होती है, इसलिए इस क्षेत्र में तंतुओं का समानांतरकरण होता है। तंतुओं की व्यवस्था में सुधार होता है। जब रोटर के भीतर उत्पन्न उच्च केन्द्रापसारक बल के कारण फाइबर रोटर की दीवार को रोटर खांचे में स्लाइड करते हैं। तंतुओं को अंत में यहाँ सीधा किया जाता है।
क्लीनिंग असेंबली:
अधिकांश परिवहन हवा केवल कचरा हटाने वाले स्लॉट में ही प्रवेश करती है और ड्रा-ऑफ ट्यूब के माध्यम से परिवहन हवा की केवल एक छोटी राशि हे पास होती है । ओपनिंग रोलर के केन्द्रापसारक बल का एक परिणाम यह होता है कि आने वाले स्लाइवर के साथ की अशुद्धियों को ओपनिंग रोलर हाउसिंग के आउटलेट के माध्यम से निष्कासित कर दिया जाता है। निष्कासित कचरा एक कन्वेयर बेल्ट पर गिरता है, जो इसे कताई मशीन के एक या दोनों सिरों तक ले जाता है, जहां इसे मशीन के प्रत्येक तरफ सक्शन नोजल द्वारा हटा दिया जाता है।
फाइबर कन्डेंसेटिंग सिस्टम :
जब रोटर बहुत तेज गति से घूमता है, तो एक अपकेंद्रीय बल उत्पन्न होता है। यह केन्द्रापसारक बल तंतुओं को रोटर के खांचे में इकट्ठा करने का कारण होता है। रोटर के खांचे में तंतुओं का एक छल्ला बनता है। इस फाइबर रिंग को रोटर से लगातार एक नए बने धागे से घुमाया जाता है, जिसमें अनट्विस्टेड फाइबर होते हैं।
ट्विस्टिंग (ट्विस्ट इंसर्शन):

इस कताई प्रक्रिया में ट्विस्ट इंसर्शन रोटर के माध्यम से किया जाता है। यह रोटर बहुत तेज गति से घूमता है। रोटर 140000 की अधिकतम आरपीएम प्राप्त कर सकता है। रोटर की प्रत्येक चक्कर यार्न में ट्विस्ट का एक टर्न डालती है।

उत्पादित होने वाले धागे को नाभि की सहायता से रोटर से लगातार बाहर निकाला जाता है। यदि आगे कुछ नहीं किया जाता, तो रोटर कुछ ही समय में चोक हो जाता। हालांकि, चूंकि पूरा उद्देश्य इन तंतुओं को एक नए धागे में परिवर्तित करना होता है, इसलिए धागे के मुक्त सिरे को घूर्णी अक्ष से रोटर परिधि तक विस्तारित किया जाता है। इस बिंदु पर कार्य करने वाला केन्द्रापसारक बल (फाइबर के वजन का 100 000 गुना से अधिक) यार्न के सिरे को इकट्ठा करने वाले खांचे की दीवार के खिलाफ मजबूती से दबाता है, ठीक उसी तरह जैसे कि रिंग में फाइबर के मामले में होता है। इसलिए, यार्न का सिरा रोटर की दीवार का पालन करता है। जैसे रोटर घूमता है, इसलिए, यह यार्न को साथ ले जाता है, और बाद वाला क्रैंक के एक भुजा की तरह नोजल के चारों ओर घूमता है। रोटर की प्रत्येक चक्कर यार्न में वास्तविक ट्विस्ट का एक टर्न उत्पन्न करती है। जब यार्न अपने अधिकतम ट्विस्ट स्तर पर पहुंच जाता है, जैसा कि प्रचलित बल स्थितियों द्वारा निर्धारित किया जाता है, तो यार्न का सिरा अपनी धुरी पर घूमना शुरू कर देता है, अर्थात, यह रोटर ग्रूव में लुढ़क जाता है। अब खुले धागे का सिरा समानांतर रेशों के एक स्ट्रैंड पर बाइंडिंग-इन ज़ोन में टिका हुआ है; इसलिए, धागे के सिरे के लुढ़कने से ब्रश की तरह के धागे का सिरा रिंग से रेशों को पकड़ लेता है और उन्हें एक नया यार्न भाग देने के लिए ट्विस्ट देता है, जो अगले तंतुओं को पकड़ने और उन्हें अंदर घुमाने के लिए आगे बढ़ता है। इस प्रकार एक सूत लगातार काता जाता है। टेक-ऑफ रोलर्स के माध्यम से यार्न क्षतिपूर्ति बार के माध्यम से इस यार्न को रोटर से बाहर निकालना और क्रॉस-वाइंड पैकेज में वाइंडिंग ड्रम द्वारा वाइंडिंग करना जरुरी होता है
वाइंडिंग यूनिट (यार्न पैकेज बिल्डिंग):
फिर यार्न को एक क्रॉस-वाउंड पैकेज पर ले जाया जाता है, इस प्रकार वाइंडिंग प्रक्रिया के बाद यार्न पैकेज को बाहर निकाला जाता है। यार्न कपड़े के निर्माण में उपयोग के लिए तैयार पैकेज सीधा वीविंग प्रोसेस में उपयोग किया जाता है l





No comments:
Post a Comment