AIR-JET SPINNING SYSTEM:
Features of air-jet spinning:
• The production is 2-3 times more than rotor spinning yarn and 10-20 times more than ring frame.
• A yarn delivery rate of 450 metres per minute can be achieved in the air-jet spinning method. This production rate is much higher than the ring-spinning system ( 15 - 27 metres per minute) and the rotor spinning system ( 130 - 250 metres per minute).
• The twist insertion system in the air-jet spinning machine has the capability to insert 200000 turns per minute. This speciality helps to increase productivity by many times.
• The higher twist insertion rate in this process makes the air-jet spinning method system much cheaper and cost-effective than any other yarn spinning system.
• Since we know that the twist insertion process in the yarn spinning has a direct and decisive impact on the rate of production of the spinning machine, so the improved rate of production gets achieved just because of the very high speed of the twist insertion system in the air-jet spinning process.
• A very high airflow gets used to impart the twist into the yarn in the air-jet spinning system.
• The carded or draw frame sliver gets used as feed material in this system as the rotor spinning method.
• This spinning method gets used to spin coarse to the medium count of yarn.
• Murata company' of japan and Rieter company of Switzerland have introduced air-jet spinning machines with improved technology which has the capability to spin yarn up to 60 s count. Mainly the Polyester or polyester/cotton blends get spun on this machine.
• The yarn getting spun on an air-jet spinning machine poses low tensile strength in comparison to ring frame and rotor spinning yarn.
• It is mainly used in manufacturing woven sheeting and knitted lightweight shirting.
• The air-jet yarn poses good tenacity, evenness, the lower tendency of snarling, and pilling, high stiffness, and shrinkage. This yarn has a harsh feel.
• A yarn delivery rate of 450 metres per minute can be achieved in the air-jet spinning method. This production rate is much higher than the ring-spinning system ( 15 - 27 metres per minute) and the rotor spinning system ( 130 - 250 metres per minute).
• The twist insertion system in the air-jet spinning machine has the capability to insert 200000 turns per minute. This speciality helps to increase productivity by many times.
• The higher twist insertion rate in this process makes the air-jet spinning method system much cheaper and cost-effective than any other yarn spinning system.
• Since we know that the twist insertion process in the yarn spinning has a direct and decisive impact on the rate of production of the spinning machine, so the improved rate of production gets achieved just because of the very high speed of the twist insertion system in the air-jet spinning process.
• A very high airflow gets used to impart the twist into the yarn in the air-jet spinning system.
• The carded or draw frame sliver gets used as feed material in this system as the rotor spinning method.
• This spinning method gets used to spin coarse to the medium count of yarn.
• Murata company' of japan and Rieter company of Switzerland have introduced air-jet spinning machines with improved technology which has the capability to spin yarn up to 60 s count. Mainly the Polyester or polyester/cotton blends get spun on this machine.
• The yarn getting spun on an air-jet spinning machine poses low tensile strength in comparison to ring frame and rotor spinning yarn.
• It is mainly used in manufacturing woven sheeting and knitted lightweight shirting.
• The air-jet yarn poses good tenacity, evenness, the lower tendency of snarling, and pilling, high stiffness, and shrinkage. This yarn has a harsh feel.
STRUCTURE AND WORKING PRINCIPLE OF AIR-JET/ VORTEX SPINNING SYSTEM:
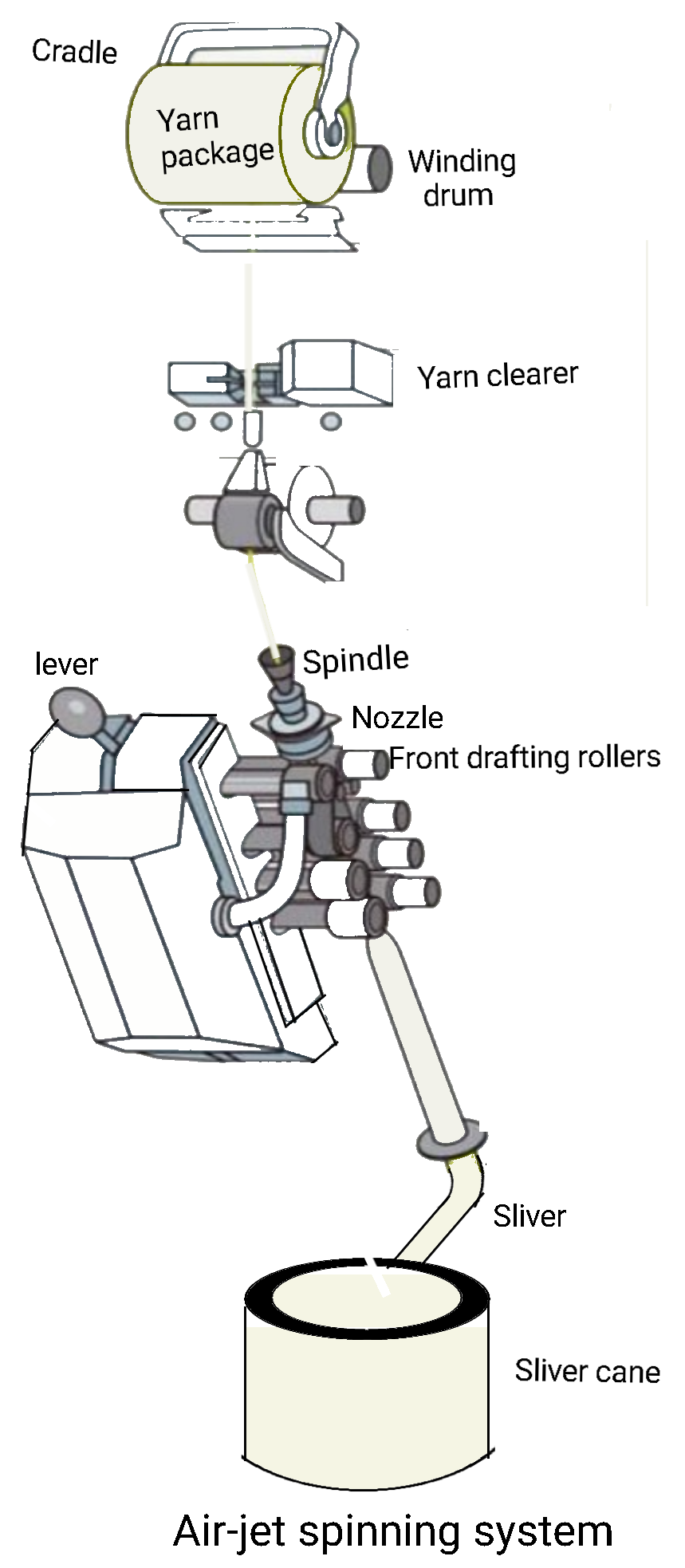
• The carded or draw frame sliver is used as fed material in the Murata vortex spinning system.
• The sliver is fed to the drafting arrangement. 4 over 4 drafting arrangement is used in this machine which efficiently performs the drafting action at very high speed without damaging the fibres.
• The sliver is fed to the drafting arrangement. 4 over 4 drafting arrangement is used in this machine which efficiently performs the drafting action at very high speed without damaging the fibres.
• When the drafted fibres strand comes out from the front drafting roller, they are drawn into a fibre bundle passage by air suction created by the air nozzle.
• Now the fibre bundle passes between a block of the nozzle and a needle holder. The needle holder has a substantially central, longitudinal axis and a guide surface that twists relative to the longitudinal axis. A pin-like guide member attached with the needle holder protrudes toward the inlet of the spindle. From this point, fibres are smoothly sucked into a hollow spindle.
• Now the fibre bundle passes between a block of the nozzle and a needle holder. The needle holder has a substantially central, longitudinal axis and a guide surface that twists relative to the longitudinal axis. A pin-like guide member attached with the needle holder protrudes toward the inlet of the spindle. From this point, fibres are smoothly sucked into a hollow spindle.
• A force of the compressed air at the inlet of the spindle acts and the process of twist insertion begins.
• The twisting motion tends to propagate from the spindle toward the front rollers. Guide member prevents this propagation which temporarily plays a role as the centre fibre bundle.
• The rotational force of the air jet separates fibres from the bundle after fibres have left the guide member. Since the leading ends of all fibres are moved forward around the guide member and drawn into the spindle by the preceding portion of the fibre bundle being formed into yarn, they present partial twist and are less affected by the airflow inside the spindle.
• In other words, when the trailing ends of the fibres which have left the front rollers move to a position where they receive the powerfully whirling force of the nozzle, they are separated from the fibre bundle, extend outwardly, and twine over the spindle. Subsequently, these fibres are spirally wound around the fibre core and formed into a vortex spun yarn as they are drawn into the spindle.
• The rotational force of the air jet separates fibres from the bundle after fibres have left the guide member. Since the leading ends of all fibres are moved forward around the guide member and drawn into the spindle by the preceding portion of the fibre bundle being formed into yarn, they present partial twist and are less affected by the airflow inside the spindle.
• In other words, when the trailing ends of the fibres which have left the front rollers move to a position where they receive the powerfully whirling force of the nozzle, they are separated from the fibre bundle, extend outwardly, and twine over the spindle. Subsequently, these fibres are spirally wound around the fibre core and formed into a vortex spun yarn as they are drawn into the spindle.
Twist insertion method in air-jet/vortex spinning:
A high-speed airflow gets used to insert twist into the yarn in a vortex spinning system. This high-speed airflow helps go increase the rotational speed of the fibre strand. This fibre strand can get rotated at 200, 000 turns/min maximum. In the vortex spinning system, the twist insertion system is composed of an air-jet nozzle and a hollow spindle with a yarn passage through it. The fibres coming from the front drafting rollers are held together and twisted with the action of the high-speed airflow inside the nozzle. The fibres that rotate around the hollow spindle tip attach to the core fibres by wrapping onto them and yarn with a similarly real-twisted structure is formed. The formed yarn is then delivered out of the nozzle through the yarn passage of the hollow spindle with the drag of the delivery rollers and fed to the winding unit.
Please click on the below video link to watch the full article in Hindi:
You may also be interested in following articles:
Various types of spinning methods
Yarn count determination from fabric swatch or count determination from short length of yarn
Advantages and disadvantages of open end yarn
Advantages and disadvantages of ring frame process
Objectives of carding process
You may also be interested in below sponsored links:
You may also be interested in the below articles:
AIRJET/ VORTEX SPINNING METHOD (A OPEN END SPINNING PROCESS)





No comments:
Post a Comment